


")
")
")

Brief Description of Centerless Grinding Wheels:
The super-hard centerless grinding wheel is a special grinding wheel for centerless grinding machines. It is used to grind tungsten carbide, ceramics, magnetic materials, PDC tools, and other hard and brittle materials. two types of abrasives like diamond and CBN and preferably used in the making of centerless grinding wheels. Type of bonds used is resin, vitrified, and metal bond. It is appropriate for a big batch of automatic pipe, rod, and trap for external grinding due to the high efficiency, high precision, and long life of diamond or CBN centerless grinding wheels. Whether it’s the quality of the finished product or the uniformity of the process, both are superior to the traditional abrasive centerless grinding wheel.


Features of Diamond/CBN centerless grinding wheels:
- The ability of good self-sharpening
- Cutting is very sharp
- Optimized efficiency
- Future-oriented
- Long service life and produce less noise
- Less heat generation
- Cost-effective with high performance
- Provide extra smooth and improve surface finishes.
- Increased lifespan with a strong bond and less damage
Detailed Description of Centerless Grinding Wheels:
-
Centerless Grinding Wheels Working Principle:
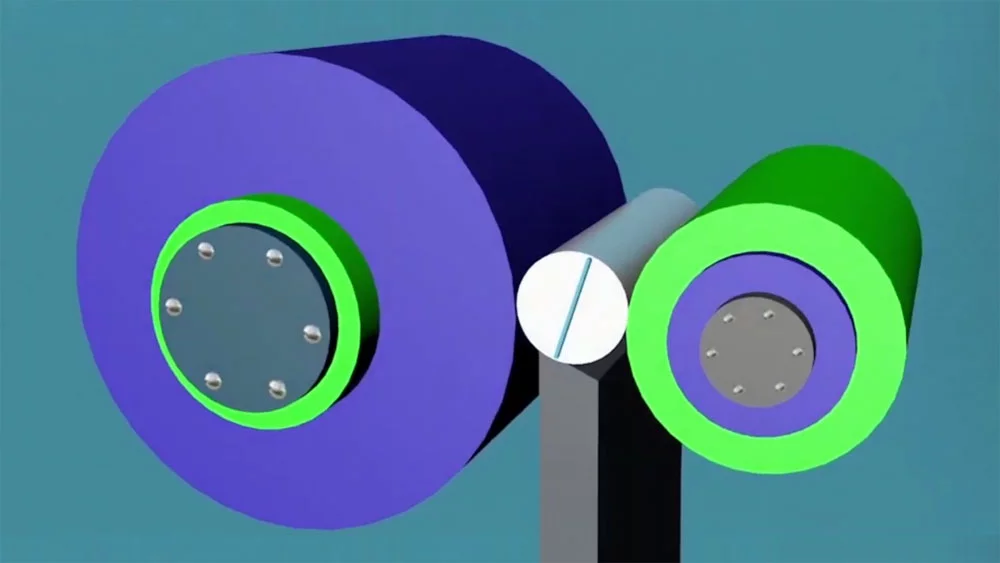
The high accuracy centerless grinding machine does not have a headstock or a tailstock. Instead, the workpiece is supported by a pallet and a regulating wheel or called a guide wheel or control wheel, and it is ground by a centerless grinding wheel. The centerless grinding method consists of three mechanisms: a centerless grinding wheel, an adjusting wheel, and work support, with the grinding wheel performing the actual grinding and the adjusting wheel controlling the rotation of the workpiece and providing feed speed to the workpiece. During grinding, the work support can support the workpiece.
-
Advantages of Centerless Grinding Wheels:
- Continuous processing, no tool retractions, quick clamping of the workpiece, and excellent productivity.
- The bracket and guide wheel placement mechanism is sturdier than the top and center frame of a traditional cylindrical grinding machine, and the stock removal is big, which is ideal for processing thin shaft workpieces. It is also simple to achieve high speed and powerful grinding by using centerless grinding wheels.
-
Types of Centerless Grinding Wheels:
Two types of centerless grinding wheels are mostly used in the grinding industry. These include diamond and CBN abrasive wheels. Each type has a unique quality and specific usage. We can choose a centerless grinding wheel according to the nature of our work.
-
Diamond Centerless Grinding Wheels:
There are three types of diamond centerless grinding wheels: resin, vitrified, and metal bond diamond centerless grinding wheels. Resin bond diamond centerless grinding wheels are most commonly used for grinding hard alloy rods, tungsten carbide, and ceramics, while vitrified bond diamond centerless grinding wheels are primarily used for grinding PDC. Magnetic materials are frequently ground with a metal bond diamond centerless grinding wheel.
Features :
- Controlled operation
- Perfect grinding of superhard materials
- Preferably used for Magnetic materials grinding
- Cost-Effective with long life
- Optimized efficiency
-
CBN Centerless Grinding Wheels:
CBN centerless grinding wheels are used for centerless grinding of bearing rollers, injection nozzles, pump components, and other similar items. CBN has great grinding qualities, therefore vitrified bonding is a good choice. CBN wheels don’t have to be as big as traditional abrasive wheels. A ceramic core is utilized to minimize overall weight and avoid heat deformation due to their comparably large breadth and diameter, as well as to maintain wheel balance, which is crucial for high-speed rotation.
Features :
- High dimensional accuracy
- Very clean process
- High process repeatability
- Grinding action is smooth and controlled
- The ability of good self-sharpening
-
Truing and Dressing of CBN/Diamond Centerless Grinding Wheels:
The grinding wheel may have a channel or be unsharp after a period of grinding. The grinding wheel is usually required to be dressed. To ensure the form and sharpness of traditional abrasive centerless grinding wheels, a diamond dresser or diamond rotary dresser is used. For these abrasive centerless grinding wheels, there are truing and dressing procedures.
Truing is the process of micro-cutting the grinding wheel to produce the desired geometry and accuracy, as well as crushing the abrasive tip to generate a micro-edge. The dressing removes the bonding agent between the abrasive grains, allowing for a certain amount of holding debris space between them. This protrudes the abrasive granules to produce a cutting edge. Due to the loose binding agent, truing and dressing of multi-porous vitrified bond extremely hard abrasive centerless grinding wheels (diamond and CBN centerless grinding wheels) may normally be done at the same time. Truing and dressing of grinding wheels with thick bonding agents (such as resin or metal bond) should be done separately.
-
Truing Tools :
Diamond dressing tools are the most effective truing tool for superhard abrasive centerless grinding wheels. Due to the wear of the dressing tool, single grain diamond truing typically impacts the correctness of the profile. It can obtain a good grinding wheel shape and avoid being worn too quickly if it is trued with a diamond rotary dresser. The truing device’s feed accuracy is high, and the feed rate should be controlled down to the micron level. Excessive truing reduces the grinding wheel’s quality and life.
-
Dressing Methods :
Dressing can be done in a variety of ways. Mechanical procedures (such as cutting-in sharpening with a corundum block or hydraulic jet sharpening) or electric machining are usually employed. The latter is mostly used for metal bond grinding wheels, which serve as anodes for removing metal bonds by electric spark or electrolysis. The procedure may also be used for resin and vitrified bond grinding if graphite powder is added to the bonding agent.
-
Types of Centerless Grinding, Utilizing Centerless Grinding Wheels:
Abrasive grinding, also known as centerless grinding, is a mechanical process that uses a special cut called an abrasive cut. This procedure’s primary goal is to remove material from a workpiece. It differs from the center and cylindrical grinding in that it removes the workpiece without the use of a spindle or other attachments such as a jig or fixture. Centerless grinding may be separated into two categories based on the grinding procedure. Internal and external centerless grinding are two different types of centerless grinding.
External Centerless Grinding :
These forms of centerless grinding are used to grind the outside of workpieces such as rollers, pistons, tubes, and so on. The two wheels used in the external centerless grinding process are the grinding wheel and the regulating wheel. The centerless grinding wheel revolves at a faster speed, while the regulating wheel rotates at a slower speed in the same direction. Between the two wheels is a work rest or supporting rest on which we keep the workpiece and grind with the assistance of the regulating wheel.
Internal Centerless Grinding :
This type of centerless grinding is used to grind the inside of a workpiece or a task, such as tubes, holes, and more. The task is supported by three rollers: the first is known as the regulating roll, the second is known as the supporting roller, and the third is known as the pressure roll. The workpiece is securely held in place by these three rollers. The regulating wheel rotates the centerless grinding wheel inside the workpiece or job in this way.
-
Notes For the Controlled Operation of Centerless Grinding Wheels:
- Before beginning, inspect the machine for damage and do not lay anything on the machine table; instead, carefully position the workpiece.
- Before beginning, check that the oil level in the fuel tank is normal, that the water level in the cooling water tank is normal, that the grinding wheel and the space between the guide wheel and the supporting blade are normal, and that the machine tool is free of debris.
- Before turning on the machine, double-check the switches and make sure the safety features, such as the protective cover, are working.
- Before you begin, clean the centerless grinding wheels and the guide wheel dressing seat, and fill the oil cup with oil.
- The machine, operators should be taught according to the operating instructions to learn about various job methods.
- After the oil meter is steady, check the oil system oil mirror and start the centerless grinding wheel and guide wheel.
- After the centerless grinding wheel and the guiding wheel are functioning properly, turn on the water pump and adjust to the necessary amount of water.
- After adjusting the machine, test 1-3 pieces of the workpiece, first checking the size and appearance of the workpiece.
- When something goes wrong with the machine during the manufacturing process, stop it right away and fill out the necessary paperwork.
- Remove the work substance that is trapped in the machine tool by turning off the water pump motor, turning off the water supply, and removing the work material that is caught in the machine tool.
-
Summary:
Centerless grinding wheels are a special type of wheels and are used for the grinding process by using a centerless grinding machine. Two types of abrasive are mostly used in making these grinding wheels. This includes diamond and CBN abrasives. You can choose abrasive according to the nature of your work. CBN centerless grinding wheels are used for centerless grinding of bearing rollers, injection nozzles, pump components, and other similar items. Diamond centerless grinding wheels are most commonly used for grinding hard alloy rods, tungsten carbide, and ceramics. For optimal performance, proper dressing and turning of these wheels should be done in time. This write-up guide for the controlled operation of these wheels also has been provided to avoid any kind of loss.
More customized grinding wheels are available, contact us.
[wpforms id=”4612″]



















Reviews
There are no reviews yet.